氧化铝陶瓷涂层 粉体分级设备喷涂陶瓷粉末
916氧化铝陶瓷涂层是专为提高粉体分级设备性能而设计的先进解决方案。通过使用先进的等离子喷涂技术,在粉体分级设备的关键部件上喷涂氧化铝(Al₂O₃)陶瓷粉末,显著提升其耐磨性、耐腐蚀性和热稳定性,延长使用寿命。
查看全文全站搜索


案列: 广州三鑫公司给河南电建电力设备集团提供全套风电产品,法兰自动化喷锌喷铝生产线,包括大型吊装隔音房,除尘器、六米转台,移动轨道、大功率电弧喷涂系统、六轴机械手,全部生产线调试完成。

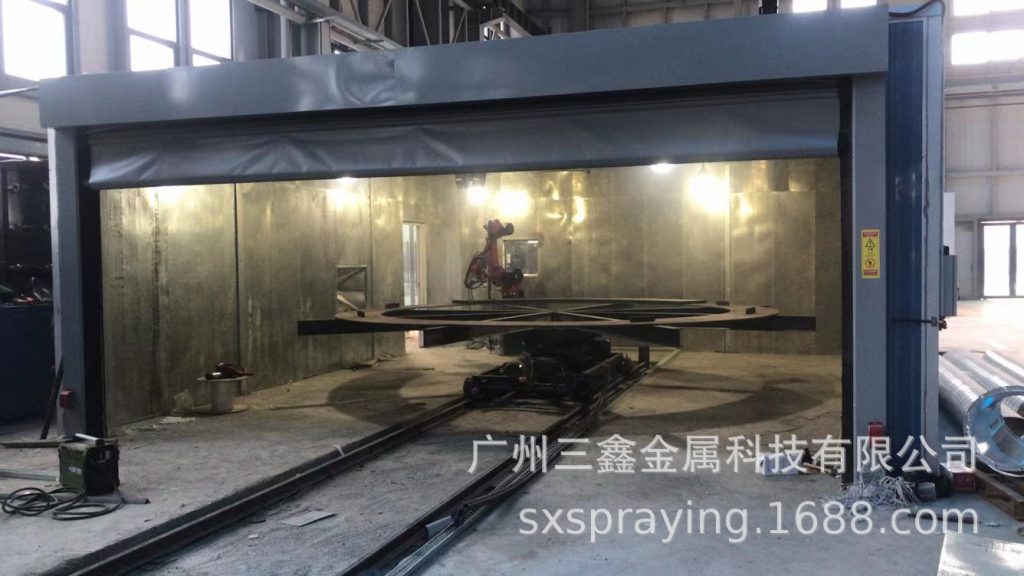




1. 工况:喷涂工件为风电塔筒回转支承,直径约为2~3米,重量约4~5吨。回转支承是风力发电机的核心部件,广泛应用于风力发电机的变桨和偏航系统,变桨轴承用于连接轮毅和叶片,偏航轴承用于连接塔筒和机组。要求风电回转支承的使用可靠性高、寿命长,至少要达到风力发电机的使用年限,即20年。喷砂处理后喷锌或喷涂锌铝合金再喷漆封闭,以确保这些非工作面的寿命远远高于工作面,避免非工作面出现问题而带来不必要的维护或影响总的使用寿命。
2. 喷涂厚度:锌层厚度100-150um,全面积喷涂,各个角度和表面喷涂厚度均匀。
3. 喷涂工艺流程:采用喷砂+喷锌+喷漆封闭
采用三个喷涂房,地面铺设环形轨道,配备至少四台可在轨道运输的立式转台,进行流水线作业。喷漆房因油漆属易燃易爆物品,需与喷锌房相间隔距离5~10米,并采取防火分隔措施。喷砂房和喷锌房可紧靠一起。
自动喷锌生产线介绍
1. 喷涂平面布局图展示图:

1、旋转机构:工件托盘通过控制柜发出指令到传动机构带动转盘转动,可根据实际喷涂需要无级调速.
2、行进机构:行进机构主要是通过驱动电路调整喷枪支架的上下及左右移动,确保喷枪能够到达所要喷涂的区域,完成喷涂作业。
3、喷枪支架:SX-1500ZD型自动喷涂系统的喷枪支架在喷枪的布置上相互错开,每个喷枪均由精密驱动执行器结合牙条或链条单独驱动其向左向右或向上向下移动。
4、主电源:这种型号的喷涂系统电源采用全新设计理念,抛弃老式电源整流电路的繁杂设计,全面优化组合配置,整合一代逆变整流技术,使本电源拥有更加稳定的电能输出及更加优异的能效比,能耗成本仅老式电路65%左右。
5、控制柜
*我司自主研发、自有知识产权
*现场喷涂情况可远距离监视器监控、录像,可上网传送、远程操控;
*手动、自动双模式,可PLC编程;
*可持续喷涂24个小时,
*涂层更均匀,效率更高
*设置简便 可根据工件的形状行走喷涂,不断弧,涂层致密度高,暂载率100%,根据各种产品不同工艺要求,可以很方便地预先设定下列各种参数。
1.喷枪往返移动的次数 2.喷枪往返移动的速度
3.喷枪与管子的喷涂距离 4.喷涂电压
5.喷枪送丝电压(速度) 6.喷涂时的空气压力,
*操作简单 该设备性能稳定、安全可靠、控制操作灵活,
*喷涂效率高 可持续喷涂24个小时,调换品种时改变工艺方便。
*程控全自动喷涂,在喷涂过程中,能直观各种数据,涂层更均匀,效率更高,现场喷涂情况可远距离监视器监控、远程操控;手动、自动双模式,可PLC编程;保证产品的质量稳定性和一致性。
*损耗低、节省成本在喷涂过程中不存在浪费,可以根据工件的直径调整停喷时间,在停喷时喷枪快速移过非喷涂区域以节省喷涂时间,使材料和气源更为节省,从而达到降低生产成本之目的。
*性价比优高,自动化程度高,具有喷涂故障检测功能,中途因故停止喷涂其数据能保存下来,以便故障排除后继续喷涂。本机装有过载保护、气压保护、温控保护、欠电流保护及稳定的送丝控制等。本机独特的人性化设计和自动化元件的配置,售价却比同类喷涂机价格低。
*特别适合用于24小时连续喷涂工程。
*对于不同的被喷涂工件的外型尺寸需要不同的行走及装卡机构,
SX-1500A主要设备构成及参数:
压入式喷砂机、超音速电弧喷涂机、空气压缩机及电缆、空气管线等。
喷涂机主要技术参数:
额定输入功率 22KVA(SX-1500ZD 60KW)
电源输入电压 三相对称≈380V
电源输出电压 34-44V
额定电源 (SX-1500ZD 1500A)
压缩空气压力 0.6-0.8Mpa
压缩空气气量 4立方米/分钟(SX-1500ZD 12立方米/分钟)
粒子喷射速度 >420m/s
喷涂生产率 (SX-1500ZD 65KG/h)
喷涂验收标准
喷涂层结合强度高,无气泡,无接口台阶。
材质为锌、铝、铜等各种金属合金。
厚度>60um-260um可耐大气雨水腐蚀,与弱酸弱碱无化学反应,导热性好。
2 涂层表观质量要求
2.1表面预处理质量要求
喷吵处理后的清洁度应达到GB8923中规定的***清洁度Sa3级,即完全除去氧化皮、锈、油污和旧涂层等附着物,工件表面完全显露出金属光泽。
2.2喷涂涂层质量要求
目测喷涂涂层表面是***简单的控制其生产质量的方法,施工完的喷涂涂层表面用肉眼看表面均匀光滑,应无麻面、起皮、开裂、脱落等现象(边缘处除外)。
3、主要理化指标
●预处理表面的粗糙度:Rz≥50微米;
●喷涂涂层厚度:60um -260um;
●涂层的空隙率:<0.9%;
●涂层的洛氏硬度HRC:≥50;
●涂层的结合强度:≥60Mpa;
●涂层的氧化层:<15%;
●粒子速度:>420m/s;
●表面温度:110℃。

氧化铝陶瓷涂层是专为提高粉体分级设备性能而设计的先进解决方案。通过使用先进的等离子喷涂技术,在粉体分级设备的关键部件上喷涂氧化铝(Al₂O₃)陶瓷粉末,显著提升其耐磨性、耐腐蚀性和热稳定性,延长使用寿命。
查看全文
针对复卷辊、镜面辊、轧光辊、水修整环、压榨辊等关键部件,提供定制化热喷涂方案,涵盖磨损、腐蚀、光洁度下降等八大类损伤。
查看全文
螺带机大轴纳米陶瓷涂层喷涂加工是专为提高螺带机性能而设计的先进解决方案。通过使用先进的等离子喷涂技术,在螺带机大轴表面喷涂纳米陶瓷涂层,显著提升其耐磨性、耐腐蚀性和使用寿命。
查看全文

您好!请登录