钢铁公司各类轧辊碳化钨喷涂加工 全套超音速喷涂生产线
698广州三鑫公司全套超音速喷涂生产线,包括SX-8000超音速设备、隔音房、喷砂房、除尘器、二维机器人、六轴机器人等,应用在内蒙古包头钢铁公司各类轧辊喷涂。
查看全文全站搜索

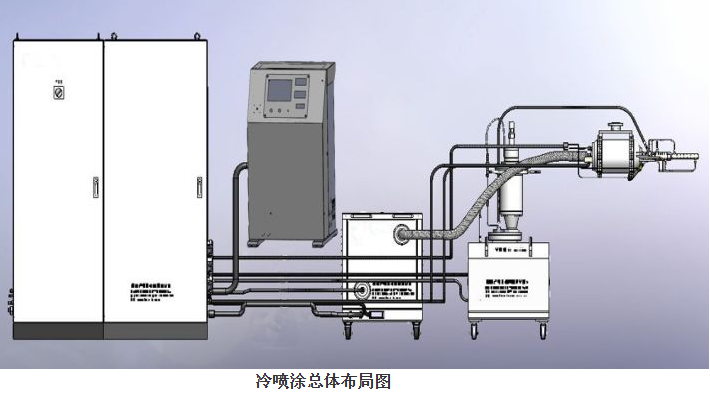
SX-LP80型冷喷涂系统(cold spray system)
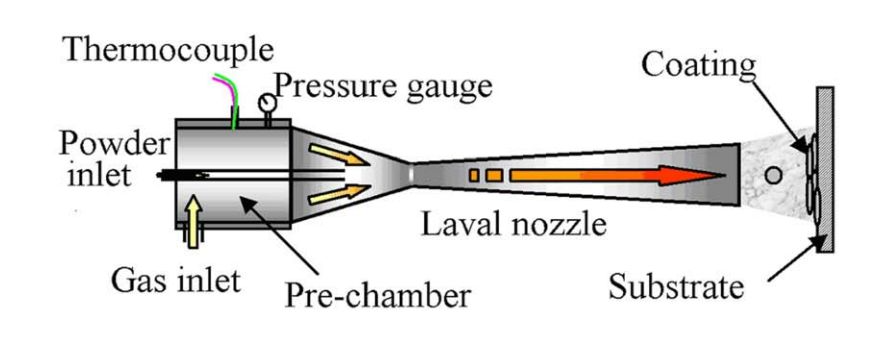
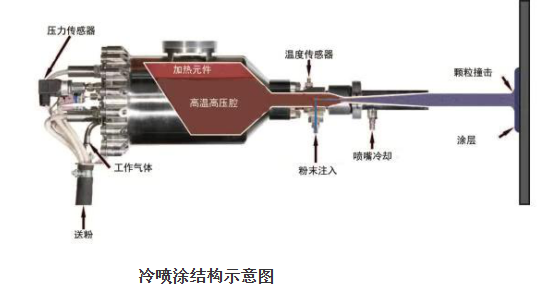
冷喷涂(CS)是一种新型的热喷涂技术,基于空气动力学原理,利用高温高压气体携带粉末颗粒从轴向进入喷枪拉瓦尔喷嘴(Laval nozzle)产生超音速流,粉末颗粒经喷枪加速到 500m/s-1200m/s后在完全固态下撞击基体,产生塑性变形,沉积于基体表面形成致密涂层。可制备高热传导率、高导电率涂层;对基材热影响小;晶粒生长速度极慢(有可能维持纳米组织结构);接近锻造组织(与传统涂层相比硬度高),相和化学成分稳定;涂层厚度可达10cm以上。
冷喷涂原理
冷喷涂(CS)是一种新型的热喷涂技术,二十世纪80年代中期,由苏联理论和应用力学研究所Papyrin和他的团队首先提出。它基于空气动力学原理,利用高压气体携带粉未颗粒从轴向进入喷枪拉瓦尔(Lavalnozzle)喷嘴产生超音速气流,粉末颗粒(1-50)经高速气流加速到500 m/s-1200 ms后在完全固态下撞击基体(金属、陶瓷、玻璃等),通过塑性变形沉积于基体表面形成致密涂层。气体通常用氮气、氦气或两者的混合气。
冷喷涂的优点
冷喷徐区别于其他喷涂方法的最重要特点是不熔化徐层材料,基于物理方法成型,与电弧喷涂、等离子喷涂、HVOF喷涂相比,冷喷涂层几乎没氧化物、涂层致密。冷喷涂纯铜涂层的导电率可达铸造块材的90%,而火焰喷涂层和HVOF喷涂层的导电率小于铸态块材的50%。*沉积效率高(某些材料可达95%以上),氧化物含量低;
*涂层致密;
可制备高热传导率,高导电率涂层(热导率、导电率可达相应块材的90%以上);对基材热影响小;
*晶粒长大可忽略(可维持纳米组织结构);
*接近锻造组织(与传统涂层相比硬度高),涂过程不引起相和化学成分变化可选择不同形状的喷嘴,喷束横截面积可达到20 mm -60mnr;喷涂距离极短(可小于10mm);
*涂层厚度可达10cm以上;
*可收集和重复使用粉末(粉末利用率高),
冷喷涂的应用
可塑性变形的金属粉末与含可塑性变形材料成分的复合粉末,适用于冷喷涂。可喷涂的金属范围从低熔点的锌到高熔点的钛和祀。与热喷涂一样,冷喷涂在吸风除尘净化装置的隔音室中工作。其噪声远低于HVOF喷涂。
冷喷涂系统组成部分:主控制柜、操作控制显示屏、主加热器、喷枪和喷嘴、送粉器、管气电路等。
冷喷涂设备工作主要技术参数可用工作气体:氮气、氦气或混合气体
工作压力:0-3.5Mpa
工作温度:0-450℃C
气体流量:氮气、氮气-3000L/min
送粉量(铜粉):20-200g/min
粉末粒度:1-504m
喷射距离:5-50mm
消耗功率:15-55KW
1、控制柜和操作控制显示屏
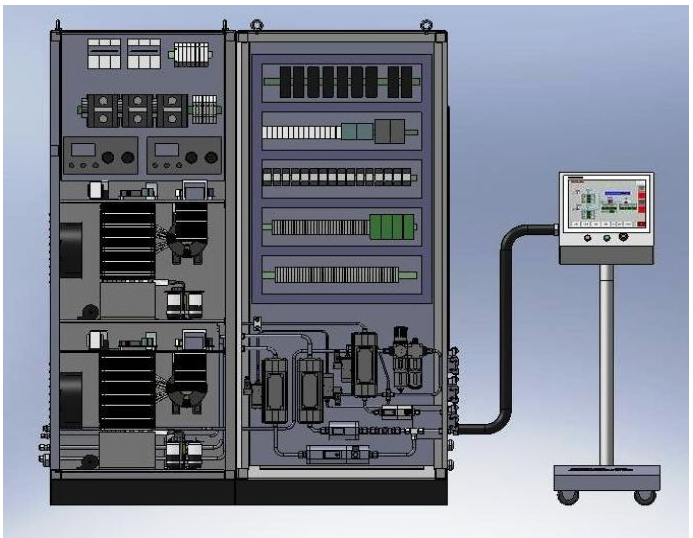
左柜布置为主电源控制和加热控制电源和功率调节器。加热控制电源和功率调节器为冷喷涂应用研制的,输出功率超过50kw,并设有通风调节风扇,满足长时间散热要求。右柜布置主气为氣气、附气氙气、送粉气氣气。每路气体均配置质量控制流量控制器及安全阔,安全阔通过控制缓慢打开,快速关断;发生故障时、压力
突降或断电时,系统快速关断。控制单元发出声音警告信号,显示错误报警信息。独立的氣气和氨气控制回路,满足单气体和混合使用要求:主气,附气及送粉气体可根据使用不同气体要求改变气体质量流量控制器设定。*操作控制显示屏采用10寸西门子触摸屏,控制全系统运转。触摸屏集成按口与外部计算机、打印机及网络连接。操作控制界面
*主界面显示系统总流程。
*监测数据可在操作界面显示,温度和压力变化时,数据会随之改变。
*工作过程中可输入并可查看所用部件的参数。
控制柜
主控制柜技术参数
●电压:380VAC 50HZ 三相五线
输入功率:55kW
气体需求:

气体质量:氮气97.7%,氨气99.995%显示操作屏控制和监测参数如下:
*粉末用量
*气体消耗量
*主气温度(加热器出口气体温度)
*加热器加热体温度
*加热器控制电源输出功率
*主气压力
*送粉气用量
*送粉气压力
*喷嘴的气体温度
*喷嘴压力
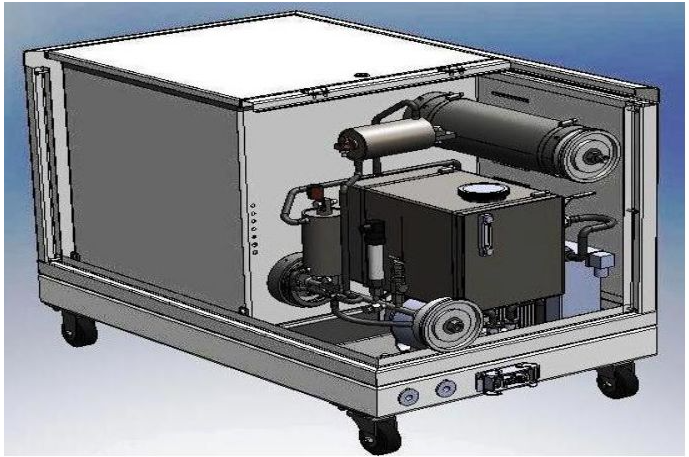
2、主加热器
主加热器温度调节
主加热器是冷喷涂系统的核心部分。主加热器可在1一2分钟内将主气加热至800°C左右。采用安全保护技术保护加热器器件,避免过热损坏。
加热器采用耐高温材料,置于隔热绝缘室内。隔热绝缘室可以保障连续工作,外壳也不会过热。
封闭的冷却系统可避免电极过热。冷却装置将传导到电极的热量引入热交换器。保持电极电缆组件的恒温控制。

广州三鑫公司全套超音速喷涂生产线,包括SX-8000超音速设备、隔音房、喷砂房、除尘器、二维机器人、六轴机器人等,应用在内蒙古包头钢铁公司各类轧辊喷涂。
查看全文喷涂系统")

广州三鑫热喷涂智能隔音喷涂房方舱是专为工业热喷涂和等离子喷涂工艺设计的高端设备。该喷涂房集成了先进的隔音技术和智能化控制系统,适用于各种复杂的热喷涂作业,确保操作环境的安全、高效和舒适。
查看全文

您好!请登录